Os tempos de operação na troca de ferramenta e de palete em centros de usinagem
Redação
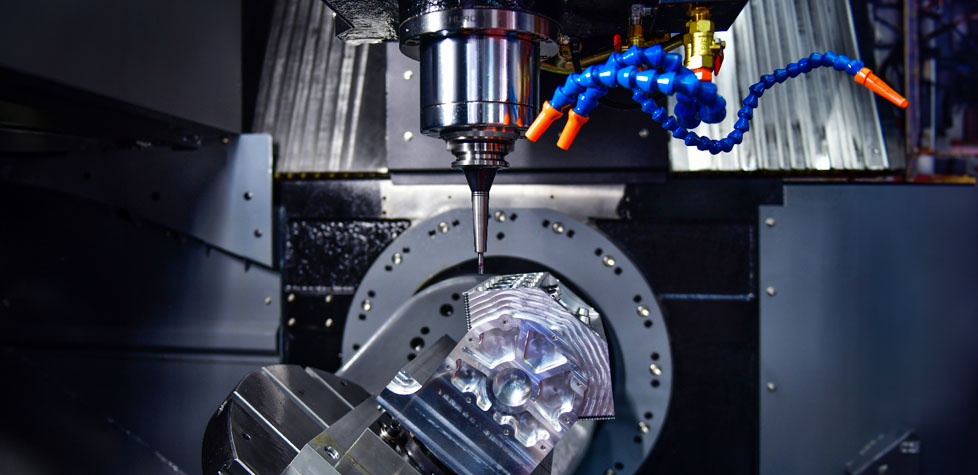
Um centro de usinagem, uma máquina-ferramenta ou operatriz é uma máquina industrial capaz de realizar várias funções, como fresamento, torneamento, retificação, furação, mandrilhamento, abertura de roscas, etc., atendendo às demandas de produção. Atuando com um comando numérico computadorizado (CNC), esse equipamento auxilia os processos industriais, executando diversas operações sem precisar trocar peças ou ferramentas durante seu funcionamento. Eles podem otimizar o trabalho na indústria, se apresentando como uma solução abrangente para, por exemplo, fabricar lotes de peças com dimensões personalizadas, de forma padronizada, seguindo o padrão de qualidade desejado. Configura-se como uma máquina completa para as empresas que buscam aumentar a produtividade, sem perder as características como precisão e homogeneidade. Por isso, há especificações normativas para certas condições de ensaios normalizados de acesso a períodos convencionas de tempos de operação, utilizados pela máquina ao se utilizar diferentes funções de corte em metais. Esse processo deve considerar dois tipos de tempos de operação, denominados pelas funções de troca automática de ferramenta e troca automática de palete. Elas têm o propósito dos métodos descritos para permitir a comparação do desempenho de centros de usinagem diferentes com tamanho e características similares. Os dados obtidos também podem ser utilizados para estabelecer os tempos de troca na literatura técnica e de modo uniforme e comparável. Igualmente, é possível verificar ambos em uma máquina nova ou durante a sua vida útil.
Da Redação –
Existem alguns princípios normativos nos quais os ciclos de ensaios são baseados e cada ferramenta deve ser reposta em seu local próprio antes que a próxima ferramenta possa ser retirada. Nos magazines de ferramenta de acesso fixo as ferramentas são usualmente trocadas diretamente entre o eixo árvore da máquina e o magazine e vice e versa. Desta forma o tempo de procura da ferramenta em seu todo irá formar parte do tempo total de troca.
O tempo de troca de ferramenta, pode assim ter dois valores extremos, um valor de máximo e um valor de mínimo, dependendo do tempo de procura da ferramenta mais distante ou do tempo de procura da ferramenta mais próxima respectivamente. Nos magazines de ferramenta de acesso randômico, uma ferramenta pode ser armazenada em qualquer posto livre depois que a próxima ferramenta tiver sido carregada no eixo árvore da máquina.
Para isso, é necessário um trocador de ferramenta com no mínimo duas posições. Mesmo que para centros de usinagem extremamente rápidos existam trocadores de ferramenta com até três lugares, para os ciclos de ensaio desta parte, serão considerados...
Artigo atualizado em 13/11/2024 10:58.