A segurança das lingas de polietileno de alto módulo (HMPE)
Redação
As lingas de içamento são usadas junto com as talhas para facilitar o movimento de materiais volumosos de uma extremidade a outra. Servem como aparelhos de manuseio de materiais e não têm muito valor na ausência de guindastes, empilhadeiras e talhas, entre outros dispositivos de elevação. Como elas têm finalidades diferentes, estão disponíveis em uma variedade de estilos e materiais. O cabo de aço, malha, corrente e lingas sintéticas são os principais tipos de lingas e as têxteis são categorizadas como sintéticas que são populares por sua segurança, conveniência, proteção de carga e resistência à temperatura. Os armazéns de estoque de aço, operários de canteiros de obras e oficinas mecânicas são alguns dos usuários comuns dessas lingas. Pode-se dizer que as cargas pesadas representam um grande desafio para os trabalhadores manuais e podem levar muito tempo para se movimentar sem a ajuda de equipamentos de carregamento. As lingas têxteis são projetadas para facilitar esse trabalho e têm sido bastante eficazes nesse sentido. São enganchadas em talhas e fornecem recursos de manuseio para cargas pesadas, sendo muito usadas em canteiros de obras, especialmente quando o prédio em construção deve ter pelo menos alguns andares. Os usuários necessitam entender os parâmetros desses produtos relacionados à segurança, incluindo os métodos de ensaio e de determinação da carga máxima de trabalho (rating) das lingas com construções olhal-olhal e laço sem fim com uma (1), duas (2), três (3) ou quatro (4) pernas (com ou sem acessórios).

O uso de têxteis em ambientes adversos ou aplicações perigosas é complicado. A resistência a produtos químicos varia entre o material com o qual as lingas são fabricadas. Os efeitos de diferentes produtos químicos nas fibras sintéticas incluem o poliéster (PES) é resistente à maioria dos ácidos minerais, mas é danificado pelos álcalis; as poliamidas (PA) são virtualmente imunes ao efeito dos álcalis, mas são atacados por ácidos minerais; o polipropileno (PP) é pouco afetado por ácidos ou álcalis e é adequado para aplicações onde a maior resistência a produtos químicos, além de solventes, é necessária. As soluções de ácidos ou álcalis que são inofensivas podem se tornar suficientemente concentradas por evaporação e causar danos. As lingas contaminadas devem ser retiradas de serviço imediatamente, embebidas em água fria, secas naturalmente e encaminhadas a uma pessoa competente para exame.
A temperatura afeta as lingas têxteis e elas são adequadas para uso e armazenamento nas seguintes faixas de temperatura: poliéster e poliamida: -40 ° C a + 100 ° C; e polipropileno: -40 ° C a + 80 ° C. Em baixas temperaturas, a formação de gelo ocorrerá se houver umidade. Isso pode atuar como um agente de corte e um abrasivo, causando danos internos à linga. Além disso, o gelo diminuirá a flexibilidade da funda, em casos extremos, tornando-a imprestável para uso em casos extremos. As fibras artificiais a partir das quais a linga é produzida são suscetíveis à degradação se expostas à radiação ultravioleta. As lingas não devem ser armazenadas sob a luz solar direta ou fontes de radiação ultravioleta.
Ao selecionar e especificar as lingas, deve-se levar em consideração o limite de carga de trabalho exigido, levando em consideração o modo de uso e a natureza da carga a ser içada. O tamanho, forma e peso da carga, juntamente com o método de uso pretendido, ambiente de trabalho e natureza da carga, afetam a seleção correta. O apoio selecionado deve ser forte o suficiente e ter o comprimento correto para o modo de uso. Se mais de uma linga for usada para levantar uma carga, elas devem ser idênticas. O material do qual a linga é feita não deve ser afetado adversamente pelo meio ambiente ou pela carga.
Deve-se considerar também os acessórios auxiliares e o aparelho de elevação, que devem ser compatíveis com a (s) linga (s). O projeto da extremidade das lingas também deve ser considerado, ou seja, se os acessórios de extremidade ou olhais macios são adequados. Quando fundas com olhais macios são usadas junto com um gancho/encaixe, o menor comprimento não deve ser inferior a 3,5 vezes a espessura máxima do gancho/encaixe e o ângulo que se forma no olho nunca deve, em nenhum caso, exceder a 20°.
Quando uma funda com olhal é conectada a um dispositivo de elevação, a parte do dispositivo na qual o olhal da funda fica deve ser reta se a largura do rolamento das lingas for inferior a 75 mm. Nesse caso, a fixação ao dispositivo de elevação tem um raio de curvatura de pelo menos 0,75 vezes a largura do rolamento da linga. As mais largas podem ser afetadas pelo raio interno do gancho, ou seja, uma dobra forte evita a carga equivalente da linga em toda a sua largura.
Elas devem ser protegidas de arestas, fricção e desgaste, tanto da carga como do aparelho de elevação. Quando reforços e proteção contra danos de cantos e/ou desgaste são fornecidos como parte da linga, eles devem ser posicionados corretamente. Pode ser necessário suplementar com uma proteção adicional.
A NBR ISO 18264 de 03/2020 – Lingas têxteis – Lingas de cabos de fibra para operação de içamento de utilização geral – Polietileno de alto módulo (HMPE) especifica os requisitos relacionados à segurança, incluindo métodos de ensaio e de determinação da carga máxima de trabalho (rating) das lingas com construções olhal-olhal e laço sem fim com uma (1), duas (2), três (3) ou quatro (4) pernas (com ou sem acessórios). Estas pernas de lingas são confeccionadas a partir de cabos trançados de oito pernas (tipo L), cabos trançados de 12 pernas (tipo T) e cabo com capa (tipo C), de acordo com a NBR ISO 10325. Alternativamente, outras construções de cabos torcidos e trançados diferentes da NBR ISO 10325, porém ensaiadas de acordo NBR ISO 2307, podem ser utilizadas.
Essa norma é aplicável às construções de cabos confeccionadas a partir de fibras de polietileno de alto módulo [HMPE, também conhecidas como polietileno de ultraalto peso molecular (UHMWPE)], com número de referência mínimo de 12 e máximo de 72, apesar de não haver uma ligação direta entre os números de referências de cabos e o tipo das operações de içamento, tanto em operações de içamento de utilização geral como operações de içamento especiais. Os pontos de contato da linga ou a linga como um todo podem ser cobertos por uma capa protetora/manga. A capa protetora/manga não foi projetada para suportar a carga, uma vez que se destina apenas à proteção e contenção da alma. O termo capa protetora, em inglês protective cover, é também conhecido como jacket.
As lingas de cabo de fibras cobertas por esta norma são apenas para operações de içamento para utilização geral, isto é, quando utilizadas para içar objetos, materiais ou bens, que não requeiram desvio dos requisitos, fatores de segurança, também referente a fatores de projeto ou carga máxima de trabalho especificada. Operações de içamento que não estão cobertas por esta norma incluem o içamento de pessoas; de materiais potencialmente perigosos, como metais derretidos e ácidos, chapas de vidro, materiais radioativos, reatores nucleares e operações de içamento especiais. Essa norma trata de requisitos técnicos a fim de minimizar os perigos listados na Seção 4, que podem surgir durante a utilização das lingas de cabos de fibra, quando realizados de acordo com as instruções e especificações dadas pelo fabricante, seu representante autorizado e/ou pessoa qualificada.
O desengate por acidente de uma carga suspensa ou o desengate de uma carga suspensa devido à falha de um componente coloca sob risco, diretamente ou indiretamente, a segurança e a saúde das pessoas que se encontram na zona de perigo. A fim de proporcionar a resistência e a durabilidade necessárias dos acessórios de içamento, esta norma especifica requisitos para o projeto, a fabricação, o ensaio, a utilização e a manutenção, para assegurar que os níveis especificados de desempenho sejam atingidos.
A resistência/durabilidade não é identificada como risco quando as lingas de cabo de fibra são projetadas e fabricadas corretamente, compreendendo com fibras de HMPE de alta tenacidade, tendo os níveis especificados de desempenho, de acordo com esta norma, se adequadamente utilizadas e inspecionadas para operações de içamento de utilização geral. Como a falha pode ser causada por sobrecarga, ou seleção incorreta da carga máxima de trabalho (CMT) e especificações dos acessórios de içamento, esta norma também fornece requisitos para a marcação e a declaração do fabricante. Os aspectos de seleção e de utilização segura associados com boa prática são fornecidos no Anexo A e no Anexo B.
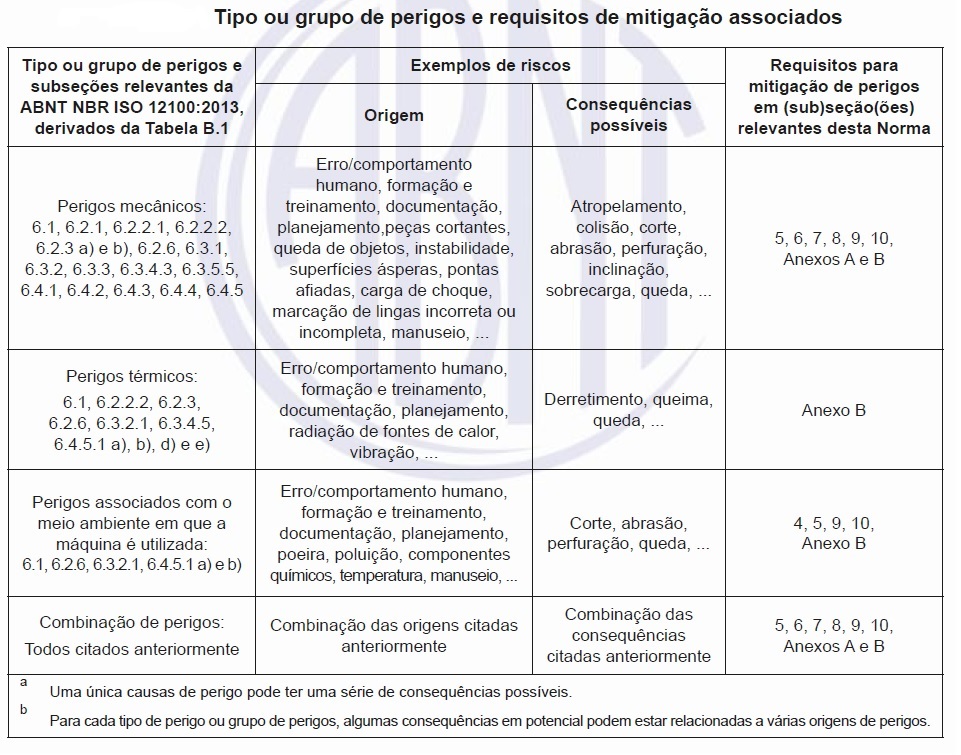
A tabela abaixo lista perigos, citados na NBR ISO 12100:2013, conforme são tratados nesta norma, que requerem ação para reduzir estes perigos identificados como sendo específicos e significativos para lingas de cabo de fibra de HMPE. É conhecido que as fibras de HMPE são suscetíveis à fluência, assim como a maioria das fibras sintéticas, que, sob certas condições, pode ocasionar uma ruptura. Sob carregamento constante, fibras e cabos de HMPE mostram um comportamento de deformação irreversível (fluência) que é fortemente dependente da carga e da temperatura, assim como da especificação da fibra de HMPE. As fibras de HMPE diferentes apresentam diferentes comportamentos de fluência sob condições idênticas. Dependendo das condições às quais as lingas são destinadas, o usuário deve consultar o fabricante de lingas a fim de selecionar o projeto apropriado.
Os materiais de cabos de fibra abrangidos por esta Norma para a utilização de conjuntos de lingas são fibras de Polietileno de Alto Módulo (HMPE) de acordo com o definido pela ISO 2076. As construções de cabos de HMPE abrangidos por esta norma são as seguintes: cabos trançados de 8 pernas (tipo L), cabos trançados de 12 pernas (tipo T) e construções de cabos com capa (tipo C) fabricados e ensaiados de acordo com as NBR ISO 2307 e NBR ISO 10325; construções de cabos trançados e torcidos não cobertos pela NBR ISO 10325, fabricadas e ensaiadas de acordo com a NBR ISO 2307.
Os acabamentos e revestimentos não podem prejudicar o desempenho da perna de linga. Um óleo de encimagem da fibra é normalmente aplicado nas fibras dos filamentos individuais depois da extrusão, mas antes dos processos de bobinagem ou durante a torção ou acoplamento. Um revestimento pode ser aplicado durante a produção do cabo ou da linga ou, posteriormente na linga pronta em uma etapa separada.
Os revestimentos podem ser aplicados a fim de melhorar o desempenho em quatro áreas principais: o aprimoramento estrutural como, mas não limitado a resistência (variabilidade), rigidez da forma, proteção ambiental (por exemplo, produtos químicos) e escorregamento da capa; otimização de costura (como na fricção); fadiga/abrasão (como, mas não limitado a, fadiga de tração e fadiga de dobramento); aditivos funcionais (como, mas não limitado a, cor, resistência a raios UV, retardamento de fogo e aumento da aderência). Partes diferentes da perna de linga podem requerer diferentes propriedades friccionais e características de revestimento.
Quando aplicadas em perna (s) de linga, capas ou revestimentos de proteção, cobrindo o cabo de fibra parcialmente ou integralmente, as capas devem fornecer proteção apropriada contra abrasão e corte durante o armazenamento, manuseio e utilização pernas de lingas/conjunto de lingas durante a operação de içamento. As extremidades da capa devem ser acabadas de forma que não possam se desfazer, nem prejudicar o desempenho do cabo de fibra que suporta a carga da linga.
O (s) tipo (s) de material (is) de fibra utilizado (s) na capa dependem dos requisitos de desempenho e dos riscos em potencial (abrasão, corte, perfuração, exposição a produtos químicos etc.) a serem mitigados. Os componentes mecânicos, como sapatilhos, manilhas, pinos, acessórios e anéis de carga, utilizados como partes da construção da linga de cabo de fibra devem ser selecionados de modo que sejam compatíveis com a perna da linga de cabo de fibra, que atendam aos requisitos e que não prejudiquem o desempenho da perna de linga.
A fabricação da perna de linga, incluindo desvios de métodos de fabricação, deve ser verificada e documentada por um fabricante de linga de acordo com esta norma. Pernas de linga, utilizadas na montagem de lingas de múltiplas pernas, devem ser construídas de forma que todos os componentes correspondentes sejam idênticos quanto à construção, tamanho, material, acessórios e anéis.
A costura é o método utilizado comumente para fabricar pernas de lingas olhal-olhal ou laço sem fim. Todas as costuras devem ser feitas por um profissional de confecção de emenda treinado e qualificado e de acordo com as instruções de costura fornecidas pelo fabricante de lingas, seu representante autorizado ou pessoa qualificada. Amostras destas costuras devem ter sido fabricadas previamente de acordo com os requisitos da aplicação e devem ter sido verificadas de maneira eficaz de acordo com ensaios da Seção 7.
Adicionalmente, o seguinte deve ser observado: em uma construção olhal-olhal típica, nenhuma outra costura além daquelas necessárias para criar um olhal devem ser permitidas; uma perna de linga de laço sem fim deve, preferencialmente, ter apenas uma costura; onde as partes salientes das pernas em uma costura de uma linga são contidas, por exemplo, mediante amarração, colagem ou ao se passar uma fita para melhorar a aparência da costura, este acabamento não pode afetar o desempenho da costura; pernas de lingas olhal-olhal devem ter um comprimento mínimo intacto do cabo de dez vezes o número de referência do cabo entre as extremidades das costuras; desvios devem ser verificados e documentados de acordo com a Seção 7 desta norma; nós ou grampos não podem ser utilizados para fabricar lingas; se sapatilhos não tiverem orelhas para prevenir uma rotação, devem ser amarrados ao cabo.
Os sapatilhos devem ser utilizados em lingas sempre que requerido e instalados de uma maneira que impeça o sapatilho de girar dentro do olhal ou de sair do olhal. A metodologia de costura para qualquer perna de linga é para ser definida e documentada pelo fabricante da linga. Como regra de projeto, o comprimento interno mínimo (LOLHAL) de um olhal sem sapatilho para uma perna de linga olhal-olhal, medido com uma fita de aço ou régua medida em incrementos de 1 mm, é dado a seguir. Desvios devem ser documentados e verificados de acordo com a Seção 7.
Para os propósitos de verificação da qualidade de uma perna de linga de cabo de fibra de HMPE, é necessário prestar atenção para a determinação da carga de ruptura e do comprimento efetivo de trabalho, na verificação da (s) costura (s) e na carga de prova. Estes aspectos são descritos nesta subseção e representam apenas os requisitos mínimos quanto ao ensaio de tração. O fabricante de linga pode decidir fazer qualquer ensaio adicional, ou ser solicitado a fazer, e deve fornecer uma documentação correspondente.
Todo ensaio de carga e inspeção deve ser feito utilizando-se uma máquina de ensaio de tração de acordo com a NBR NM ISO 7500-1, classe 1, e, onde aplicável, uma fita de aço ou régua graduada com incrementos de 1 mm. O ensaio de carga e inspeção do comprimento efetivo de trabalho, de acordo com o descrito em 7.3 a 7.5, deve ser realizado de acordo com a NBR ISO 2307.
No caso de as pernas de lingas serem modificadas, como mudanças de projeto ou de matéria-prima, é necessário prestar atenção para o descrito em 7.5. Durante o ensaio de carga, uma quantidade de energia considerável é armazenada no cabo sob tração. Se a amostra romper, esta energia será, repentinamente, liberada. Convém que precauções apropriadas sejam tomadas, para de garantir a segurança das pessoas na zona de perigo. Todo ensaio e inspeção deve ser feito por pessoa qualificada.
Os ensaios de tipo devem demonstrar a carga de ruptura mínima (CRM) certificada de pernas de lingas fabricadas de acordo com os requisitos estabelecidos nesta norma para cada fabricante. Uma perna de linga é caracterizada pelo seu projeto específico, especificação e tipo da matéria-prima, número de referência do cabo, método de fabricação (incluindo revestimento, costura, acabamento) e os acessórios conectados a ela. Pernas de lingas que se diferenciam em um desses aspectos devem passar por um ensaio de tipo separadamente.
Qualquer mudança de projeto, especificação e tipo da matéria-prima, método de fabricação e/ou em qualquer dimensão fora das tolerâncias normais de fabricação que possa gerar modificação das propriedades mecânicas requer que os ensaios de tipo especificados nesta subseção sejam realizados na perna de linga modificada. Todas as pernas de linga a serem ensaiadas devem estar de acordo com todos os outros requisitos desta norma. Todo ensaio de carga e inspeção deve ser realizado utilizando-se uma máquina de ensaio de tração em conformidade com a NBR NM ISO 7500-1, classe 1. Ao se ensaiar um laço sem fim, a costura deve ser posicionada a meio comprimento entre os dois pontos de apoio.
O ensaio de tipo deve ser válido por no máximo cinco anos. Como os resultados do ensaio de tipo e de fabricação de conjuntos de lingas, de acordo com 7.3 a 7.5, também dependem da DHW/dCABO e de outras condições de ensaio, o fabricante da linga, ou seu representante autorizado, deve garantir que um DHW/dCABO consistente e de outras condições de ensaio sejam aplicados. Uma mudança de DHW/dCABO e outras condições de ensaio durante o ensaio de tipo e de fabricação de conjuntos de lingas devem ser aliadas à documentação correspondente.

Hayrton Rodrigues do Prado Filho
Artigo atualizado em 13/08/2025 02:47.